 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик

Бізге қоңырау шалыңыз
+86-19858305627
Бізге электрондық пошта
sales@maple-machinery.com

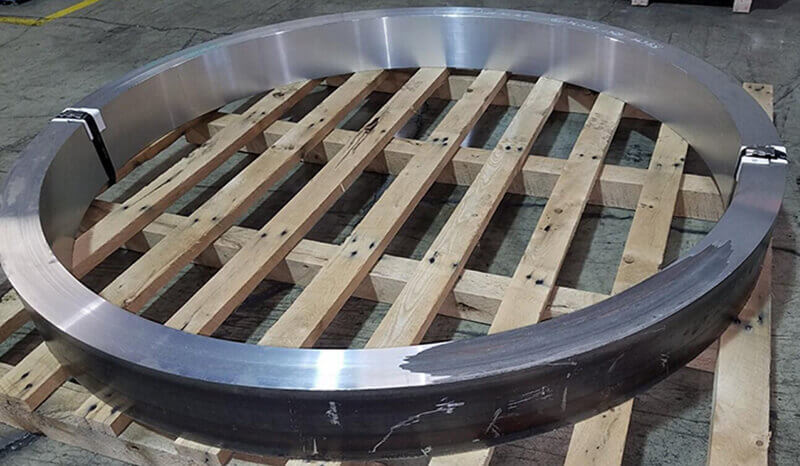
Білік соғылмаларын өңдеу процесі
2023-10-21
Үлкен соғылмалар,білік соғуларыоның ішінде желдеткіш біліктер, жел электр шпиндельдері, пойыз біліктері, кеме біліктері, май машиналарының біліктері, орамдық біліктер кран доңғалақ біліктері, білік соғулары машинадағы бөлшектердің жалпы класы болып табылады. Ол негізінен беріліс бөліктерін қолдау және айналдыру моментін беру рөлін атқарады. Білік – бұл негізінен ішкі және сыртқы цилиндрлік беті, ішкі және сыртқы конустық беті, жіптері, шпиондары және көлденең саңылаулары және басқа компоненттері арқылы айналатын дене бөліктері.
Білік бөліктері әртүрлі құрылымдарына қарай жеңіл білік, қуыс білік, жарты білік, сатылы білік, шпиондық білік, көлденең білік, эксцентрлік білік, иінді білік және таратқыш білік т.б.
Білік соғуға қойылатын негізгі техникалық талаптар:
(1) Өлшем дәлдігі және геометриялық пішіннің дәлдігі
Білік журналы білік бөліктерінің маңызды беті болып табылады және оның сапасы жұмыс кезінде біліктің айналмалы еуропиясына тікелей әсер етеді. Журналдың диаметр дәлдігі әдетте пайдалану талаптарына сәйкес Т6, кейде Т5 болады, ал журналдың геометриялық пішінінің дәлдігі (дөңгелектігі, цилиндрлік) диаметрдің төзімділігімен шектелуі керек. Жоғары дәлдік талаптары бар біліктерді павильондағы пішін рұқсаттарымен арнайы белгілеу керек.
(2) Орын дәлдігі
Тірек журналдарға (жинақталған мойынтіректердің журналдары) қатысты түйісу журналдарының коаксиалдылығы және тіреуіш беттердің перпендикулярлығы әдетте жоғары болуы талап етіледі. Кәдімгі дәлдіктегі біліктердің түйісетін журналдарының мойынтіректерге қатысты радиалды ағыны әдетте 0,01 ~ 0,03 мм, ал жоғары дәлдіктегі білік үшін 0,001 ~ 0,005 мм. Соңғы беттің ағуы 0,005~0,01 мм.
(3) Беттің кедір-бұдырлығы
Әрбір өңдеу бетінің білік бөліктері бетінің кедір-бұдырына қойылатын талаптарға ие.
Maple техникасында материалдарды, дайындамаларды және термиялық өңдеуді білікке соғу
1) Білік соғу материалдары жиі қолданылатын 45 болат: орташа дәлдіктегі және жоғары жылдамдықтағы білік үшін 40Cr және басқа легирленген құрылымдық болатты қолдануға болады; жоғары дәлдіктегі білік. GCrlS подшипниктік болатты және 65Mn серіппелі болатты пайдалануға болады; біліктің күрделі пішіні үшін. Күрделі пішінді біліктер үшін созылғыш шойын қолданылуы мүмкін: жоғары жылдамдық пен жүктеме жағдайында жасалған біліктер үшін. 20CVMnTi, 20Mn2B, 20Cr және басқа төмен көміртекті легирленген болатты немесе 38CrMoA нитридті болатты таңдаңыз.
2) Білік бөлшектері үшін жиі қолданылатын дайындамалар Maple машиналарында дөңгелек штангалар мен соғулар болып табылады: кейбір үлкен біліктер немесе күрделі құрылымдары бар біліктер құймадан жасалған. Жылыту және соғудан кейін дайындама металдың ішкі талшықты ұйымын беті бойымен біркелкі бөлуге мүмкіндік береді. Бұл жоғары созылу, иілу және бұралу күштеріне әкеледі, сондықтан әдетте соғулар маңыздырақ біліктерге қолданылады. Өндірістік партияның көлеміне сәйкес. Дайындаманы соғу әдісі еркін соғу және қалыпта соғу болып екіге бөлінеді.
3) Білік соғуларының өнімділігі тек таңдалған болат түріне байланысты емес. Сондай-ақ қолданылатын термиялық өңдеуге қатысты. Бұрын өңдеудегі дайындамаларды соғу, болаттың ішкі дәндерін тазарту үшін қалыпқа келтіру немесе күйдіру өңдеуін ұйымдастыру қажет. Соғу кернеуін жойыңыз, материалдың қаттылығын азайтыңыз. Кесу өнімділігін жақсарту.
Алдыңғы:Теңіз соғуды енгізу


X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy
Жаңалықтар
 Химиялық құрамын бақылау.2022/03/11
Химиялық құрамын бақылау.2022/03/11Химиялық құрамы металл құймаларының механикалық қасиеттеріне әсер ететін негізгі себеп болып табылады. Сондықтан, өндіріс процесінде инвестициялық құю ...
 Механикалық қасиеттерді тексеру.2022/03/11
Механикалық қасиеттерді тексеру.2022/03/11Қолдану талаптарын қанағаттандыру үшін болат құймалар мен соғулар әдетте бөлшектердің механикалық қасиеттеріне қатаң талаптар қояды.